
















 North America - EN
North America - EN

















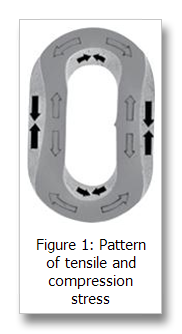
The unique geometry of a chain link tends to protect tensile stress areas against damage from external causes. Figure 1 shows that these tensile stress areas are on the outside of the link body at the link ends where they are shielded against most damage by the presence of interconnected links.
How To Inspect Your Alloy Chain Sling
An In-Depth Guide to Alloy Chain Sling Inspections
Rigging | Inspection & Maintenance | By Columbus McKinnon Training | Jul 30, 2020
Any professional rigger knows that safety is paramount when on the job. Part of working safe is staying trained on and routinely conducting inspections on rigging gear. This guide, compiled by Columbus McKinnon's team of professional trainers, will walk you through everything you need to know related to alloy chain sling inspections.
Key Checkpoints:
- Twisting and Bonding
- Nicks and Gouges
- Wear and Corrosion
- Stretch and Chain Elongation
- OSHA Chain Sling Inspection
Twisting and Bending
Consider that chain is evaluated by applying loads in a pure tensile link end-to-link-end fashion and rated accordingly. Rigging chain around edges or corners alters the normal loading pattern significantly. A lack of proper padding or consideration of the D/d ratio for chain can result in twisted and bent links. Once a chain is twisted or bent it will alter inner link stresses which can result in failure. For this reason, all chain containing twisted or bent links must be removed from service immediately.
National Association of Chain Manufacturers (NACM), representing domestic manufacturers of welded and weldless chain since 1933, has conducted D/d testing on alloy chain. As a result of this testing, the NACM came out with the chart below which shows reductions in working load limits based on D/d ratio of alloy chain rigged around an edge or a corner. Consult the manufacturer for any D/d below 2. The latest revision ASME B30.9 2014 released for sale this month has adopted this chart into the new standard.
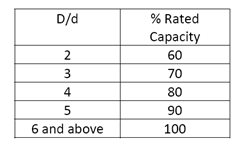
Using proper sling protection, following the D/d capacity reductions and exercising proper rigging practices will eliminate damage to your alloy chain slings.

Nicks and Gouges
When chain is used to lift, pull or secure materials, the outside surface of the links can come in contact with foreign objects that can cause damage. Nicks and gouges frequently occur on the sides of a chain link, which are under compressive stress, reducing their potentially harmful effects.
Tensile stress areas are also located on the insides of the straight barrels, but these surfaces are similarly sheltered by their location. However, gouges can cause localized increases in the link stress and can be harmful if they are located in areas of tensile stress, especially if they are perpendicular to the direction of stress. Refer to Figure 1.

Figure 2 shows nicks of varying degrees of severity. Reading clockwise, at three o’clock there is a longitudinal mark in a compressive stress area. Since it is longitudinal and located in a compressive stress area, its effect is mitigated, but good workmanship calls for it to be filed out by hand.
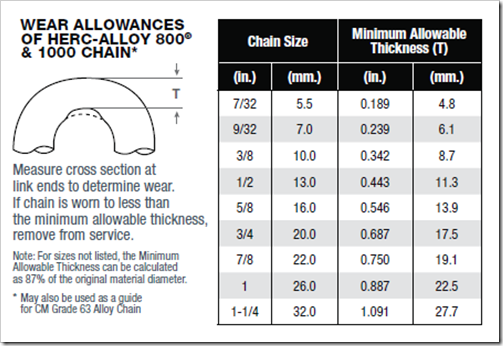
At about five o’clock there is a deep transverse nick in an area of high shear stress. A similar nick is located at six o’clock in the zone of maximum tensile stress. Both of these nicks can create a potentially dangerous escalation of the local stress and must be filed out with careful attention to not damage other parts of the chain link or chain. A nick that was located at eight o’clock has been filed out properly. Although the final cross section is smaller, the link is stronger because the stress riser effect of the notch has been removed. The remaining cross section can now be evaluated for acceptablity by measuring it and applying the criterion for worn chain. See the “Wear Allowances Table” below.
Wear and Corrosion
When used in rigorous material handling applications, chain can easily become worn or corroded. It is important to inspect chain for defects on a regular basis to avoid an unsafe lifting condition or even operator injury. When corrosion and wear occur, it results in a reduction of link cross-section which can lead to decreased strength of the chain.
Corrosion can occur anywhere chain comes in contact with harsh chemicals, water or when it is used in tough environments. Wear can occur in any portion of a link that is subject to contact with another surface.
The natural shape of chain confines wear, for the most part, to only two areas. These are, in order of importance, (a) at the bearing points of interlink contact, and (b) on the outsides of the straight side barrels that may be scraped from dragging chains along hard surfaces or out from under loads.

This example illustrates the condition of interlink wear and shows how to inspect for it. Notice how easily such wear can be detected by collapsing the chain to separate each link from its neighbors. An operator or inspector can also check for corrosion using the same method.
When chain wear or corrosion is observed, the next step is to determine how severe the damage is and if the chain can still be safely used.
General surface corrosion can be removed by cleaning and oiling the chain. If pitting is observed after cleaning and oiling, remove from service. Next, the operator should take a caliper measurement across the worn section of chain and compare it to the minimum allowable dimension for that chain.
See the chart below for minimum section dimensions or chain wear allowances for Grade 80 and 100 Chain. If the chain does not meet these minimum dimensions, it should be removed from service and replaced.
Stretch and Chain Elongation
A visual link-by-link inspection is the best way to detect dangerously stretched alloy chain links.

Reach should also be measured from the upper bearing point on the master link to the bearing point on the lower hook. The smallest sign of binding or loss of clearance at the juncture points of a link indicates a collapse in the links’ sides due to stretch. Any amount of stretch indicates overloading, and the chain should be removed from service.
Note that a significant degree of stretch in a few individual links may be hidden by the apparent acceptable length gauge of the overall chain. This highlights the importance of link-by-link inspection.
Alloy steel sling chain typically exhibits well over 20% elongation before rupture. The combination of elongation and high strength provides energy absorption capacity. However, high elongation or stretch, by itself, is not an adequate indicator of shock resistance or general chain quality and should not be relied upon by riggers to provide advance warning of serious overloading and impending failure. Overloading must be prevented before it happens by selecting of the proper type and size of slings. Again, any amount of stretch is overloading and the chain should be removed from service.
There is no short-cut method that will disclose all types of chain damage. Safety can only be achieved through proper inspection procedures. There is no adequate substitute for careful link-by-link scrutiny.
OSHA Chain Sling Inspection
Since first published on July 27, 1975, the OSHA Chain Sling Inspection section has undergone very few changes. These regulations have and continue to serve as a comprehensive guide for those responsible for chain sling inspection.
Specifically, the applicable sections of the Code of Federal Regulations (29 CFR 1910.184) include:
1910.184(d) Inspections
Each day before being used, the sling and all fastenings and attachments shall be inspected for damage or defects by a competent person designated by the employer. Additional inspections shall be performed during sling use, where service conditions warrant. Damaged or defective slings shall be immediately removed from service.
1910.184(e) Alloy Steel Chain Slings
1910.184 (e)(1) Sling identification
Alloy steel chain slings shall have permanently affixed durable identification stating size, grade, rated capacity, and reach.

1910.184(e)(2) Attachments
1910.184(e)(2)(i): Hooks, rings, oblong links, pear-shaped links, welded or mechanical coupling links or other attachments shall have a rated capacity at least equal to that of the alloy steel chain with which they are used or the sling shall not be used in excess of the rated capacity of the weakest component.
1910.184(e)(2)(ii): Makeshift links or fasteners formed from bolts or rods, or other such attachments, shall not be used.
1910.184(e)(3) Inspections
1910.184(e)(3)(i): In addition to the inspection required by paragraph (d) of this section, a thorough periodic inspection of alloy steel chain slings in use shall be made on a regular basis, to be determined on the basis of (A) frequency of sling use; (B) severity of service conditions; (C) nature of lifts being made; and (D) experience gained on the service life of slings used in similar circumstances. Such inspections shall in no event be at intervals greater than once every 12 months.
1910.184(e)(3)(ii): The employer shall make and maintain a record of the most recent month in which each alloy steel chain sling was thoroughly inspected, and shall make such record available for examination.
1910.184(e)(3)(iii): The thorough inspection of alloy steel chain slings shall be performed by a competent person designated by the employer and shall include a thorough inspection for wear, defective welds, deformation and increase in length. Where such defects or deterioration are present, the sling shall be immediately removed from service.
Please note that while the requirements under (d) for daily inspections are not explicit as to scope or maintenance of records, it is possible that individual OSHA inspectors may have different views on conformity.
However, the minimum 12-month interval inspections required under (e) call for a thorough inspection and written records. It is this thorough type of inspection that the procedures recommended in our Rigging Catalog and CMCO Training Classes are designed to satisfy.
Of course, the fundamentals are equally applicable to the more cursory daily inspections made by riggers, users or inspectors (individuals deemed a “competent person”) and will enable them to fulfill their responsibility efficiently.
For more information:
- Read OSHA 1910.184 Slings.
- Obtain a copy of ASME 30.9 Slings for additional reference.
Be Safe, Get Trained
Market demand for highly qualified technicians grow every year while OSHA, ASME, CMAA and HMI maintenance, repair and testing standards get more stringent. Thorough training and certification establish technical competence and credibility while ensuring consistent quality service standards and safe product use.
By staying up to date on regulations, training regularly, and following this guide, you're taking the necessary steps towards the safest application possible. Contact Columbus McKinnon's team of Professional Trainers for assistance with your application or custom training for your team.
Columbus McKinnon Training
Articles authored by "Columbus McKinnon Training" were written by industry professionals with decades of unique and in-depth experience in the material handling industry who are no longer employed by Columbus McKinnon.

Related Articles
A mechanical engineer for the auxiliary equipment unit of a Canadian public utility company asks a question about chain sling wear. Read about our recommendations here.

Our Columbus McKinnon Training Team answers a question from the mining industry regarding proper rigging equipment and practices.
Can you mix grade 80 and grade 100 components on a chain sling? Learn what the standards have to say about mixing chain grades on a chain sling.

Perry Bishop, Technical Instructor for Columbus McKinnon, responds to a customer question about chain Inspection gauges for hoist chain vs. rigging chain.